.jpg)
В процессе создания ПВХ-профиля на его качество влияет много факторов: параметры настройки экструзионных линий, используемое сырье, опыт сотрудников, техническое состояние оборудования и другие. Поэтому обязательным условием приемки профиля в компании VEKA стала комплексная экспериментальная отработка — так называется весь спектр тестов, которые проходит ПВХ-профиль на заводе-изготовителе. Рассказываем подробно о тестах, которые проходят профили VEKA от производства до продажи.
Контроль качества на производстве
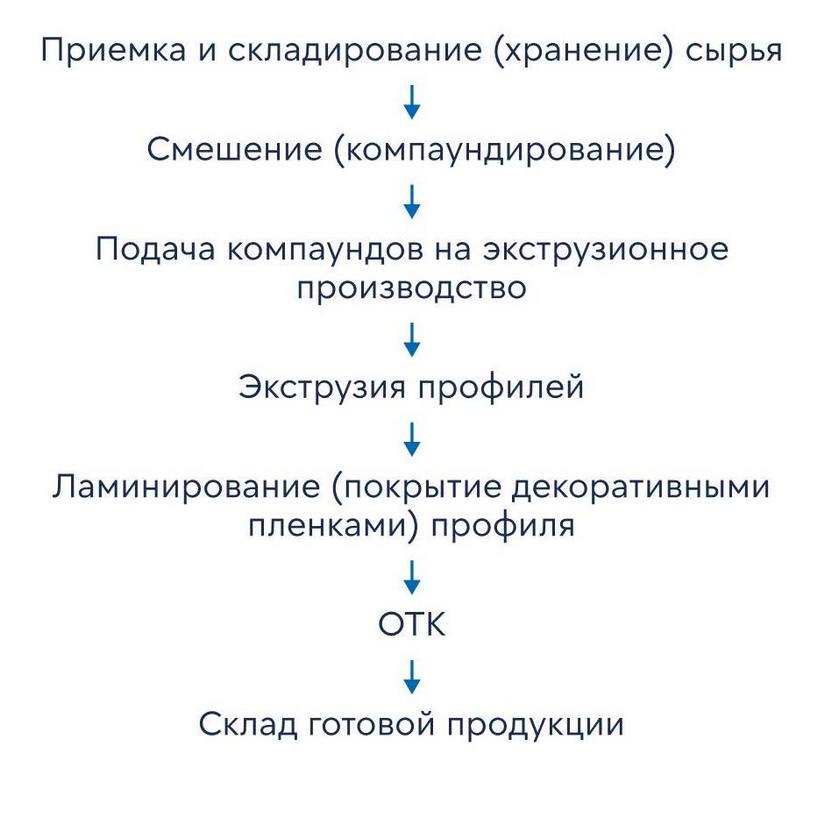
На основном производстве VEKA используют технологию под названием «экструзия» или «вытягивание». Сначала на завод поступает ПВХ, в него добавляют различные компоненты и получают экструзионный компаунд. Например, добавление диоксида титана стабилизирует цвет и повышает устойчивость к ультрафиолету. Таким образом на выходе получается компаунд собственной разработки. После он поступает в специальное вытягивающее устройство, где через калибраторы нужной формы и геометрии вытягивается лента профиля.

Для работы со вторичным сырьем внедрена технология коэкструзии. При этом все видимые части профиля изготавливают из первичного пластика, а из вторичного — только то, что не будет заметно в готовом изделии.
Будущий профиль по пути конвейерной ленты охлаждается подготовленной водой и проходит несколько контрольных точек. Среди них, например, тесты на цвет профиля, его прочность, точность углов и другие. Вся проверка проводится без остановки работы благодаря дополнительному и высокотехнологичному оборудованию.
Контроль качества проводится на всех этапах производства по внутренним методикам VEKA. Требования этих нормативов намного строже действующих ГОСТ, поэтому профили получаются качественнее и прочнее.
Лабораторные проверки и испытательное оборудование
В лаборатории VEKA проводят 29 испытаний для белого ПВХ-профиля и 34 для цветного. Но на самом деле еще до изготовления материалы для будущих профилей проходят первые контрольные точки. Технологи в лаборатории проверяют:
-
состав входящего сырья поставляемого пластика;
-
подготовленные для экструзии смеси на соответствие внутренним требованиям компании.

Дважды в год проходит генеральная проверка оборудования с остановкой производства на 10-14 дней. Она необходима для полного технологического обслуживания. При этом операторы регулярно проводят текущие техосмотры. Например, проверка параметра «глянец» подсказывает специалистам, в каком техническом состоянии находятся элементы оборудования и нужна ли срочная замена.
Испытания, которые проводят обязательно для каждой партии:
-
ударная прочность охлажденного образца — проверяем профиль при низких температурах на трещины и деформацию;
-
тест Шарпи на ударную вязкость — проверяем хрупкость профиля с помощью специального маятника;
-
прочность сварных угловых соединений — отслеживаем геометрию окна в самых сложных местах;
-
контроль цвета и глянца — следим за покрытиями на профиле;
-
проверка на усадку при высоких температурах — избегаем деформации конструкции даже в самую жаркую погоду.
Если профиль не соответствует требованиям нормативов, то его отправляют в Мельницу. Здесь его измельчают и в дальнейшем используют для производства новых артикулов.

Доказано, что клиенты больше доверяют сертифицированным товарам. И мы гордимся фактом, что наши внутренние методики сильно строже установленных ГОСТов — так мы задаем больший запас прочности и получаем высокую гарантию качества.